İlk kaynak işlemi 19. yüzyılın sonlarında, demirciler tarafından çeliğin ve demirin kaynatılmasında, aksi takdirde ısıtılarak çekiçlenerek kullanılan dövme kaynağı olarak uygulanmıştır. Kaynak işlemi, tutarlı ve düşük maliyetli birleştirme yöntemleri için 20. yüzyılda geliştirilmiştir. Her geçen gün güvenli metal ark kaynağı gibi farklı kaynak yöntemleri geliştirilmiştir. En popüler kaynak yöntemi esas olarak gaz metal arkı, batık ark, özlü ark ve elektro cürufu içerir. Şu günlerde, Robot kaynak, endüstriyel yerlerde genel bir yer olabilir ve bir araştırmacı, yeni kaynak yöntemleri geliştirmenin yanı sıra kaynak kalitesini daha iyi anlamaya devam eder.
Kaynak Yöntemi Nedir?
Kaynak işlemi bir fabrikasyon Aksi takdirde metal gibi malzemeleri termoplastikleri yüksek ısı yardımıyla birleştirmek için kullanılan heykel yöntemi, metal parçaları birlikte yumuşatmak ve soğumaya bırakmaktır. Kaynak işlemi, düşük sıcaklık bazlı metal birleştirme yöntemlerinden ayrıdır. lehimleme metali yumuşatmayan lehimlemenin yanı sıra.

Kaynak Yöntemi
Ayrıca metalin tabanını yumuşatmak için, bir dolgu malzeme, kaynak konfigürasyonuna bağlı bir bağlantı oluşturmak üzere titreyen erimiş bir malzeme havuzu yapmak için bağlantı yerine normal olarak eklenebilir. Bu, ana malzemeden daha güçlü olabilir. Kuvvet, bir kaynak oluşturmak için ısı ile birlikte de kullanılabilir. Bu işlem aynı zamanda dolgu metallerini aksi halde yumuşatılmış metalleri paslanmaya karşı korumak için bir tür kalkan gerektirir.
Bir kaç tane var enerji kaynakları bir gaz alevi, bir elektrik arkı, bir elektron ışını, sürtünme içeren kaynak işlemi için mevcuttur, bir lazer ve ultrason. Endüstride, kaynak işlemi su altı, açık hava ve dış boşluk dahil olmak üzere birkaç farklı ortamda kullanılabilir. Kaynak işlemi tehlikelidir ve yanıklardan, elektrik çarpmasından, görmeye zarar vermekten ve zehirli gazların solunmasından kaçınmak için bazı önlemler zorunludur.
Kaynak Sembolleri
iletişim hem kaynakçı hem de tasarımcı arasında kaynak sembolleri kullanılarak yapılabilir. Bir kaynak projesi için çizimlerin çoğu, sembollerle yoğun bir şekilde serpilebilir. Ok, bir kaynak sembolünün, lider çizginin, kuyruğun, yatay referans çizgisinin ve wild sembolünün bel kemiğidir. Mühendislik çiziminde kaynak belirtildiğinde, vahşi tip, boyut ve işleme gibi kaynak bilgilerini ve ayrıca bitirme bilgilerini açıklamak için bir dizi kaynak sembolü kullanılır.
Kaynak Yöntem Türleri
Var farklı kaynak türleri yöntemler taleplere, malzemelere ve koşullara göre geliştirilmiştir. Her kaynak işlemi farklı bir ihtiyaç doğurduğu gibi kendi avantajları, dezavantajları ve uygulamaları da vardır. İşte kaynak türleri ve tanımı aşağıda tartışılıyor .
- SMAW (Korumalı Metal Ark Kaynağı)
- GTAW (Gaz Tungsten Ark Kaynağı)
- GMAW (Gaz Metal Ark Kaynağı)
- FCAW (Özlü Ark Kaynağı)
- SAW (Tozaltı Ark Kaynağı)
1). SMAW (Korumalı Metal Ark Kaynağı)
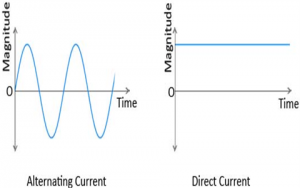
Korumalı Metal Ark Kaynağının kısa vadesi SMAW, aksi takdirde örtülü kaynaktır. Çubuk terimi elektrot anlamına gelir ve koruyucu bir akı ile kaplıdır. Bir elektrot tutacağı, çubuğu yerinde tutar ve kullanılarak bir elektrik arkı oluşturulabilir. DC (doğru akım) aksi takdirde AC (alternatif akım) .

Korumalı Metal Ark Kaynağı
Çalışma bölümü ve elektrot, bir eklemi şekillendirmek için titreyen erimiş metal bir havuz oluşturmak için yumuşar. Kaynak yerleştirilirken, elektrot akı kaplamasını parçalar, koruyucu bir gaz gibi sağlayan ve birleşme alanını kirliliğe karşı korumak için korumalı bir ortam yaratacak bir cüruf tabakası sunan gaz buharları üretir.
2). GTAW (Gaz Tungsten Ark Kaynağı)
Gaz Tungsten Ark Kaynağının kısa vadesi GTAW, aksi takdirde TIG kaynağıdır (Tungsten Asal Gaz). Bu kaynak işlemi, kaynağı oluşturmak için bir tungsten elektrot kullanır. Korumalı Metal Ark Kaynağı gibi, elektrot kaynak işlemi boyunca kullanılamaz. Alternatif olarak, eklem alanı atmosferik kirlilikten hareketsiz bir gazla, sıklıkla Argon, aksi takdirde Helyum gazı ile korunabilir.

Gaz Tungsten Ark Kaynağı
3). GMAW (Gaz Metal Ark Kaynağı)
Gaz Metal Ark Kaynağının kısa vadesi GMA'dır, aksi takdirde Metal inert gaz kaynağıdır. Bu kaynak, bir kaynak tabancasının içinden beslenebilen bir sarf malzemesi kablosu kullanır.

Gaz Metal Ark Kaynağı
Argon gibi inert koruyucu gaz, aksi takdirde Argon ve Karbon Dioksit karışımı da kirliliğe karşı korumak için kaynak havuzunun üzerine serpilebilir. Endüstriyel alanlarda MIG kaynağı, uyarlanabilirliği ve göreceli kolaylığından dolayı en yaygın kullanılan yöntemdir. Ancak dış mekanda aksi halde hava öngörülemezliği yüksek olan diğer yerlerde kullanmak mükemmel değildir.
4). FCAW (Özlü Ark Kaynağı)
Akı Çekirdekli Ark Kaynağının kısa vadesi FCAW, aksi takdirde FCAW'dır. Bu tür bir kaynak, daha çok Metal inert gazla ilişkilidir, ancak özel bir boru şeklindeki kablonun kullanılması gibi özelliği akı ile doldurulur. Kaynak havuzunu kirliliğe karşı korumak için akı kendi başına yeterli olabilir, aksi takdirde dolgu malzemesine ve diğer durumlara bağlı olarak koruyucu bir gaz da kullanılabilir.

Özlü Özlü Ark Kaynağı
5). SAW (Tozaltı Ark Kaynağı)
Tozaltı Ark Kaynağının kısa vadesi SAW'dir. Bu tür kaynak, tasarım gereği beslenebilen kullanılabilir bir elektrot kullanır. Aynı zamanda, diğerleri arasında kireç, silika, kalsiyum florür ve manganez oksit içeren çok sayıda bileşikten oluşan, granül eriyebilir akının kaliteli bir örtüsünü kullanır. Granüler akının örtüsü, onu korumak için kaynak bölgesini tamamen batırabilir.
Tozaltı Ark Kaynağı
Diğer Endüstriyel Kaynak İşlemleri
Endüstriyel alanlarda kullanılan diğer kaynak yöntemleri aşağıda tartışılmıştır.
DB (Difüzyon bağlama)
Difüzyon bağlama parçaları, belirli bir süre boyunca yumuşama noktasının altında belirgin bir sıcaklıkta birlikte itilir.
EXW (Patlama kaynağı)
Bağlanacak patlama (patlama) kaynak parçaları, kararsız bir yük ile belirli bir açıda ve çarpışmanın sürtünmesinden müşterek olarak sigortayla birlikte sürülür.
USW (Ultrasonik kaynak)
Bu yöntem, füzyonun gerçekleşmesi için yeterli sürtünme ısısını genişletmek için ilaveye karşı tek bölmenin yatay salınımını kullanır.
ESW (Elektro cüruf) ve EGW (Elektro gaz)
Bu yöntemlerde, ağır plaka içinde dikey alın bağlantıları oluşturmak için kullanılan bakır pabuçlarla çevrelenmiş erimiş bir kaynak metal havuzu.
Böylece, bu tamamen kaynak prosedür türleri ve iki veya daha fazla parçayı ısı veya basınç gibi uygun bir uygulama ile kalıcı olarak birleştirmek için kullanılan bir tür yöntemdir. Kolay birleştirme sağlamak için sıklıkla bir dolgu malzemesi dahil edilebilir. Kaynak yöntemi esas olarak metal parçalar ve alaşımlarında kullanılır. İşte size bir soru, kaynak bağlantı çeşitleri nelerdir?